Принцип действия и устройство штампов последовательного действия
Штампы последовательного действия используют при необходимости изготовления однородных деталей, имеющих повторяющиеся элементы. Причем особенностью их действия является последовательное передвижение заготовок, при этом производится одна и более операций в несколько ходов штампуемой полосы. Такие конструкции имеют упрощённое устройство, что повышает их производительность, а следовательно, и рентабельность серии.
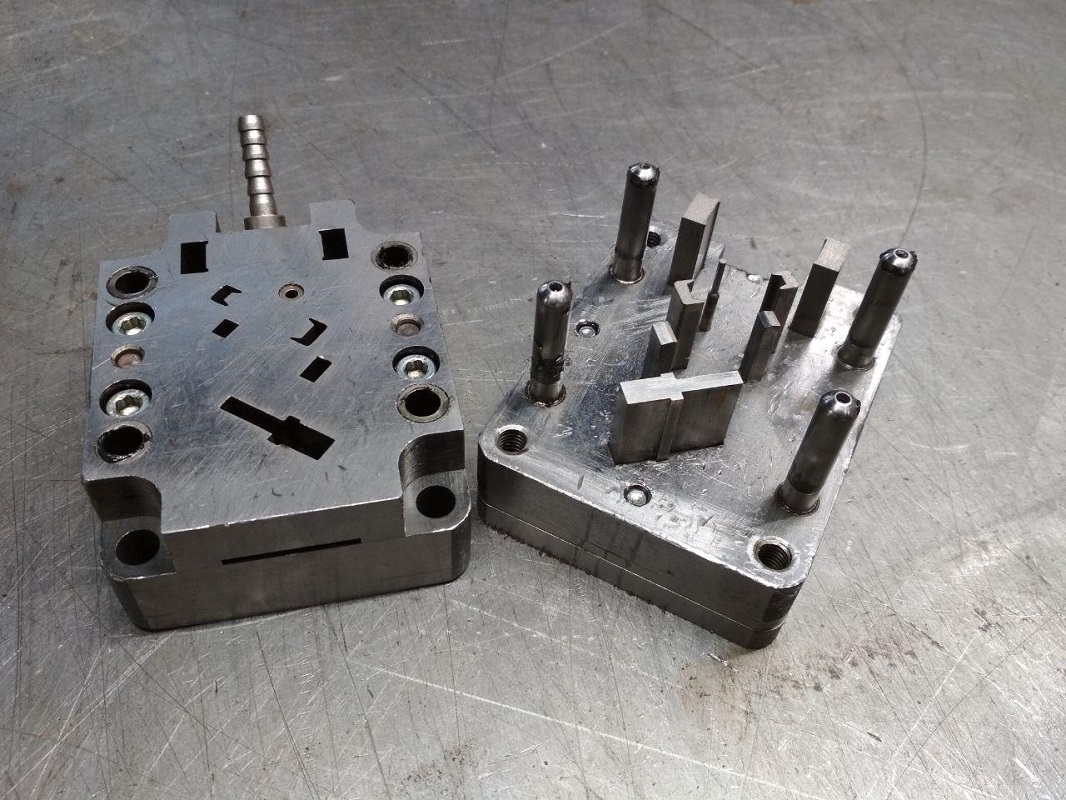
Конструкция штамп-формы
Фактически оснастка представляет собой совмещение двух простых штампов, выполняющих последовательно вырубание основного контура и пробивку необходимого числа отверстий. Точное определение дано в ГОСТ 15830-84. Согласно стандарту, подобные штамп-формы служат для выполнения нескольких переходящих действий или операций на двух и более позициях за соответствующее им количество ходов пуансона.
Конструктивно штамп-форма представлена двумя основными частями.
Нижней статичной частью, прикрепленной к столу пресса. Она включает в себя:
- плиту — соединённую болтами со столом;
- матрицу — для отделения изделия по контуру и пробивки сквозных отверстий;
- штифтов и болтов — позволяющих ориентировать положение матрицы и надёжно её крепить.
Вторая часть — верхняя, имеет соединение с подвижным ползуном, состоящая из:
- плиты — с зафиксированным на ней с помощью штифта хвостовиком;
- пуансонодержателя — в нём установлены несколько пуансонов;
- каленой прокладки, установленной между пуансонами и незакаленной плитой, предотвращающей деформацию последней;
- съёмника, закреплённого болтами на верхней плите;
- резиновой прокладки, расположенной между съёмником и пунсонодержателем.
Принцип действия штамп-формы
Штампуемая полоса подаётся к оснастке вручную, её направление осуществляется направляющей, которая закреплена винтами к матрице. Когда подвижная часть штампа начинает движение вниз, лента останавливается. При этом подвижная часть продолжает движение, сжимая прокладку, и заставляя выдвигаться пуансоны из съёмника. Соответствующие пуансоны пробивают отверстия в детали, одновременно отделяя её по контуру.
При достижении нижней отметки некоторая часть пуансонов размещается в отверстии матрицы, при этом штампуемая полоса оказывается надетой на них. Во время подъёма, ленту отделяет съёмник. Задача рабочего в этот момент — приподнять полосу и переместить её налево до упора. При этом под пуансон, ответственный за отделение контура, перемещаются отверстия, выполненные во время предшествующей операции. Для конечной ориентации ленты относительно режущей части матрицы ловитель в вырубном пуансоне входит в отверстие. После происходит окончательное отделение изделия, и цикл повторяется.
Штампы последовательного действия позволяют достичь высоких показателей производительности. Поэтому они получили широкое распространение в производстве различных изделий.
- 19/06/2020 06:55 - Микрозаймы без карты
- 22/05/2020 06:52 - Как спастись от комаров и мошек
- 21/05/2020 16:24 - Разработка B2B портала
- 21/05/2020 16:22 - Практичное решение для покупателей: достоинства саше
- 13/05/2020 10:47 - Особенности кредитов и микрокредитования
- 28/04/2020 09:13 - Первые симптомы коронавируса у детей и методы защиты
- 25/04/2020 13:39 - Распространенные неисправности редуктора мотоблока
- 23/04/2020 10:22 - Решения для упаковки пищевой продукции
- 14/04/2020 10:30 - Выбор керамической плитки
- 10/04/2020 11:04 - Типы охранной сигнализации
Вы здесь: Разное
Новое на сайте
- Съёмка свадьбы на смартфон: возможность или компромисс?
- Сервисный ремонт сушильных машин бренда Electrolux
- Недостаточное охлаждение в холодильнике Ariston
- Выход из строя компьютерного монитора HP
- Компьютерная мастерская на защите современной техники
- Поиск сервисного центра по ремонту сушильных машин
- Профессиональное уничтожение клопов в Москве
- Эффективность ремонта бытовой техники на дому
- Значимость усыпления животных и выбор клиники для прощания
- Гид по обновлению проводки в квартире
Статистика
![]()